پس منظر
د UL 1642 نوې نسخه خپره شوه. د پاؤچ حجرو لپاره د درنو اغیزو ازموینو لپاره بدیل اضافه شوی. ځانګړي اړتیاوې دا دي: د تیلو حجرو لپاره چې ظرفیت یې له 300 mAh څخه ډیر وي ، که چیرې د درنو اغیزو ازموینه نه وي پاس شوې ، نو دوی د 14A برخې راډ راډ اخراج ازموینې تابع کیدی شي.
پاؤچ حجره هیڅ سخته قضیه نلري، کوم چې ډیری وختونه د حجرو د ماتیدو، د نل د ماتیدو، د کثافاتو د وتلو او نورو جدي زیانونو لامل کیږي چې د درنو اغیزو په ازموینه کې د ناکامۍ له امله رامینځته کیږي، او د ډیزاین نیمګړتیا یا پروسې نیمګړتیا له امله د داخلي شارټ سرکټ کشف کول ناممکن کوي. . د ګردي راډ کرش ازموینې سره ، په حجره کې ممکنه نیمګړتیاوې د حجرو جوړښت ته زیان رسولو پرته کشف کیدی شي. بیاکتنه د دې وضعیت په پام کې نیولو سره ترسره شوې.
د ازموینې جریان
- نمونه په بشپړ ډول چارج کیږي لکه څنګه چې د جوړونکي لخوا وړاندیز شوي
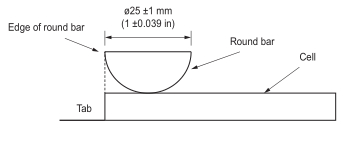
- نمونه په یوه فلیټ سطح کې ځای په ځای کړئ. د 25 قطر قطر سره یو ګردي سټیل راډ واچوئ±د نمونې په سر کې 1mm. د راډ څنډه باید د حجرې د پورتنۍ څنډې سره یو ځای شي، د عمودی محور سره د ټب سره عمودی (FIG. 1). د راډ اوږدوالی باید د ازموینې نمونې د هرې څنډې څخه لږ تر لږه 5mm پراخه وي. د هغو حجرو لپاره چې په مخالف اړخ کې مثبت او منفي ټبونه لري، د ټب هر اړخ باید معاینه شي. د ټب هر اړخ باید په مختلف نمونو کې ازمول شي.
- د ضخامت اندازه کول (زغم±0.1mm) د حجرو لپاره باید د ازموینې دمخه د IEC 61960-3 ضمیمې A سره سم ترسره شي (ثانوي حجرې او بیټرۍ چې الکلین یا نور غیر تیزابي الکترولیتونه لري - د پورټ وړ ثانوي لیتیم حجرې او بیټرۍ - دریمه برخه: پریزماتیک او سلنډر لیتیم ثانوي حجرې او بیټرۍ)
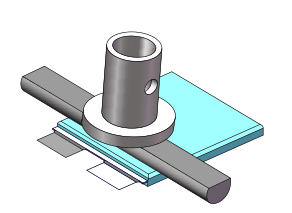
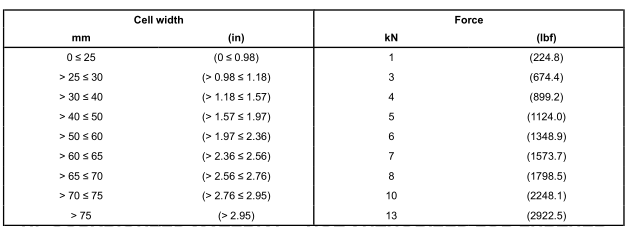
- بیا په ګردي راډ باندې د فشار فشار اچول کیږي او په عمودي لوري کې بې ځایه کیدل ثبت کیږي (انځور 2). د فشار کولو پلیټ حرکت سرعت باید د 0.1mm/s څخه ډیر نه وي. کله چې د حجرې خرابوالی 13 ته ورسیږي±د حجرې ضخامت 1٪، یا فشار هغه ځواک ته رسیږي چې په جدول 1 کې ښودل شوي (مختلف حجرې ضخامت د مختلف ځواک ارزښتونو سره مطابقت لري)، د پلیټ بې ځایه کیدو مخه ونیسئ او د 30s لپاره یې وساتئ. ازموینه پای ته رسیږي.
- د نمونې هیڅ اور یا چاودنه نشته.
تجربی تحلیل
- د استخراج موقعیت انتخاب: د قطب ټب ساحه عموما د کڅوړې حجرې ضعیفه ساحه ده، او د ټب موقعیت د فشار په وخت کې ترټولو لوی فشار لري. لاملونه یې دا دي:
الف) د نا مساوي ضخامت توزیع (د قطب ټب او شاوخوا فعال مادې ترمینځ نا مساوي ضخامت د فشار غیر مساوي توزیع لامل کیږي)
ب) د ټب په ساحه کې د ویلډینګ نښې (د ویلډ په نقطه او غیر ویلډ نقطه کې د فشار ویش)
- د ګردي راډ انتخاب: د ګردي راډ قطر 25mm دی. دا ارزښت په حجره کې د قطب ټب ټوله ساحه پوښلو لپاره غوره شوی (په ځانګړي توګه هغه ساحه چې د قطب ټب سولډر ګډ پوښي).
- 13±1% تخریب: دا مهال په بازار کې د حجرو ترټولو پتلی ضخامت 2mm دی. د بیټرۍ د تړلو یا د بسته بندۍ پروسې د نفوذ له امله، د قطب ټب سولډر جوائنټ ته د کمپریشن لپاره لږترلږه 8٪ ډوله تغیر ته اړتیا ده، مګر دا به په مستقیم ډول د الکترود کریک کولو لامل شي که چیرې ډول متغیر خورا لوی وي. د 13 ارزښت±په دې بیاکتنه کې 1٪ غوره شوی و، د IEC 62660-3 کې د اخراج په ازموینه کې منځني متغیر 15٪ ته اشاره کوي.
- د نمونې انتخاب: دا باید په پام کې ونیول شي چې دا ازموینه یوازې د کڅوړو حجرو لپاره ده چې ظرفیت یې له 300mAh څخه ډیر دی او د درنو شیانو لخوا نه وي ټکر شوی. 5 نمونې ته اړتیا ده. سلنډریکل یا پریزماتیک حجرې او پاؤچ حجرې د درنو شیانو لخوا په نښه کیږي'د دې ازموینې لپاره باید په پام کې ونیول شي.
لنډیز
د نوي پړاو راډ extrusion ازموینه د UL 1642 اصلي extrusion ازموینې څخه توپیر لري. اصلي extrusion ازموینه د فلیټ extrusion کارولو لپاره دی ، او د وخت ساتلو پرته د ثابت 13kN ځواک پلي کول دي. دا د هر ډول حجرو لپاره د تطبیق وړ دی. دا ازموینه په ټولیزه توګه د حجرې میخانیکي ځواک معاینه کوي (د قضیې په شمول) او د میخانیکي فشار سره د مقابلې وړتیا؛ پداسې حال کې چې ګردي راډ اخراج یوازې د حجرې یوه برخه ازموینه کوي، د انډینټر کوچنۍ ساحه به داخلي فشار متمرکز کړي، د داخلي شارټ سرکټ لامل شي. په ځانګړي توګه ، د استخراج موقعیت د قطب ټب ویلډینګ ضعیف ساحه کې غوره شوی ، کوم چې کولی شي د حجرې خوندیتوب فعالیت ښه تحقیق وکړي.
په اوس وخت کې، دا ګردي راډ میتود په GB 31241 کې د پاؤچ حجرو د ایستلو ازموینې کې هم کارول کیږي. MCM پدې عملیاتو کې د ازموینې بډایه تجربه لري.

د پوسټ وخت: نومبر-16-2022